5+ Types of Dies used in Sheet Metal Operations [PDF]

Hello guys, we had discussed Press working Operations in the previous post. Just go through it, so that you can understand easily the current topic on Types of dies.
Definition of Die:
A die is a specialized tool used in manufacturing industries to cut or shape the material mostly using a Press.

Applications of Dies:
Like molds, dies are generally customized to the item they are used to create. Products made with dies range from simple paper clips to complex pieces used in advanced technology.
In this article, I will be exploring the 5+ Types of Dies used in Sheet Metal Operations at respective stages and strokes.
Different Types of Dies:
The different types of dies used in sheet metal operations are as follows:
- Simple Die
- Compound Die
- Progressive Die
- Transfer Die
- Combination Die
- Multiple Die
So let me give you the overview of these dies.
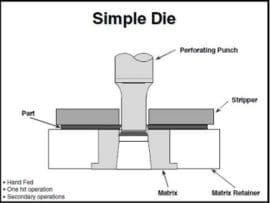
#1 Simple Die:
If only one operation is performed in One Stroke and at One Stage is called Simple Die.
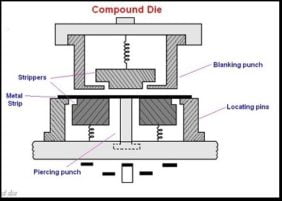
#2 Compound Die:
If more than one cutting operation is performed in one stroke and at one stage called Compound Die.
Advantages of Compound Dies:
- One component is produced for stroke. Hence, the production rate is high.
Limitation of Compound Dies:
- Both of the methods of reducing the punch force cannot be used. Therefore, the force required for the compound die will be higher.
- Design and Manufacturing of punch and die combination is difficult if the no. of operations is greater than 3.
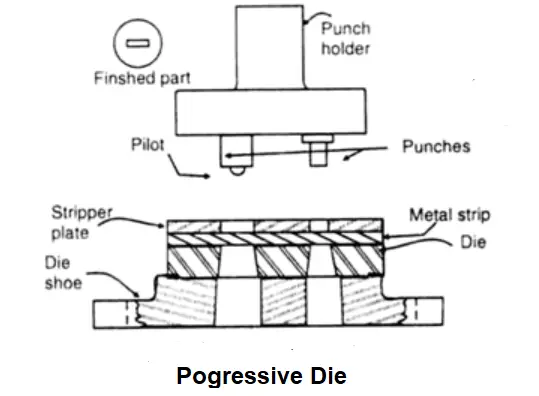
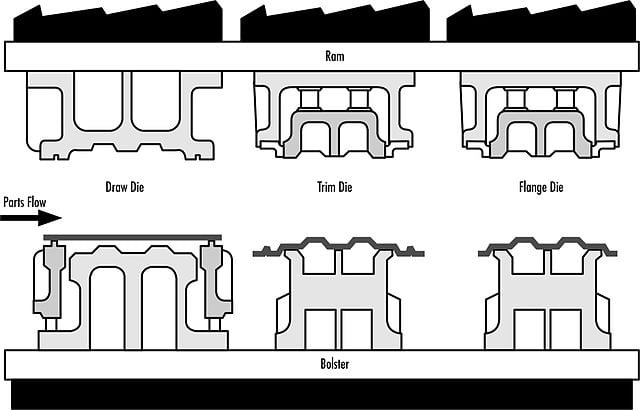
#3 Progressive Die:
In this, more than one cutting operation will be performed in one stroke but at different stages and punched out sheet is progressing from one stage to another stage for completing the punching operations so that Blanking will be the last operation.
Advantages of Progressive Die:
- In this also, one component is produced for stroke. Therefore the production rate is the same as that of the compound die.
- In addition, either by providing the shear or by staggering the punches methodology, the force required will be reduced.
- In addition, because the operation is performed at different stages, the design and manufacturing of punch and die combination is easier with whatever may be the no.of operations.
Disadvantages of Progressive Die:
- The only problem is the balancing of forces on the punch head is difficult.
- They require setup procedures and precision alignment.
- The removal of the entire die set will happen when there is damage to the single station.
- Compared to the single station dies, they are much heavier.
#4 Transfer Die:
It is the same as that of Progressive die, but the blanking will be the 1st operation so that the blank produced in the 1st stage is traveling from one to another stage for completing punching operations.
Advantages of Transfer Die:
- The production is more economical compared to Progressive die.
- More Versatile
- large parts will be handled and those are transferred between multiple presses to complete the operation.
Disadvantages of Transfer Die:
- When compared to progressive die, the blank has to be set in every stage but any type of strap-strip layout is possible to implement.
- They are often quite costly.
- More die protection sensors are required.
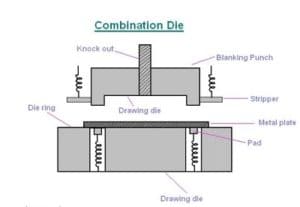
#5 Combination Die:
If more than one Cutting and Forming operations are combined and performing one stroke at one stage is called Combination Die.
Example:
- Blanking combined with Deep drawing
- Punching combined with Deep drawing
- Blanking combined with bending etc.
Advantages of Combination Die:
- Due to the presence of both cutting and forming operations at a time on the work material, the production rate is much high compared to other dies.
#6 Multiple Die:
In all the above dies, only one component is produced per stroke, but if more than one component is required to be produced, then more than one of the above dies will be kept in parallel called multiple dies.

Advantages of Multiple Die:
- More components are produced due to the presence of more dies.
- The time required is very less.
- High production rate.
Applications of Multiple Die:
To produce 10 washers per stroke,10 compound dies or 10 progressive dies are kept in parallel called as multiple dies.
So this is a detailed explanation of different types of dies used in sheet metal operations. I hope you liked the article if so don't forget to share your thoughts in the comment section and also spread the knowledge in your favorite social media platform.
More Resources:
Types of Fits
References [External Links]:
- Transfer Die Stamping | Peterson Enterprises
- Fundamentals of Manufacturing Processes Dr. D. K. Dwivedi - Nptel
Media Credit:
- Image 1: By Self-proclaimed-die-expert - Own work, CC BY-SA 3.0, https://en.wikipedia.org/w/index.php?curid=47067516
- Image 5: By Self-proclaimed-die-expert - Own work, CC BY-SA 3.0, https://en.wikipedia.org/w/index.php?curid=47067516
- Image 7: IndiaMart
- Feature Image: Designed by Author