Types of Press Working or Sheet Metal Operations [PDF]
Press working operations are also known as Sheet Metal Operations. The operations performed on the sheets to get the required shape is called Sheet metal operations. In the last article, we had discussed Types of dies and Types of fits which are performed on Sheet metal to get the required shape.
First go through it, so that you can understand the current topic must effectively. Around 10 Press Working Operations or Sheet Metal Operations can be performed on the sheet and they are as follows.
- Punching
- Blanking
- Deep drawing
- Bending
- Notching
- Perforating
- Trimming
- Shaving
- Slitting
The detailed info about (5-9) sheet metal operations are presented at the end of the article and the rest (1-4) are covered at the beginning of the article.
Press Working Operations or Sheet Metal Operations:
By physical removal of the material from the sheet, if the required shape of the component is obtained called as Cutting or Shearing operation.
Here, Punching operation and Blanking operation comes under Cutting or Shearing Operations whereas Deep drawing and bending operations come under Forming Operations.
Cutting Operations:
The cutting operations which come under Sheet Metal Operations are
- Punching Operation
- Blanking Operation
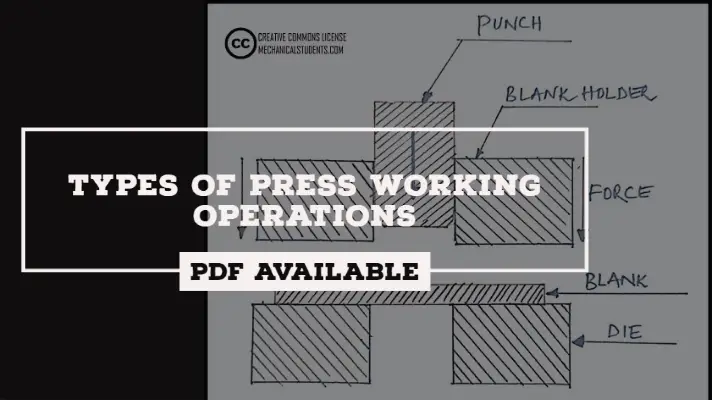
For both punching and blanking operations, the punch and die combination will be used as tools.
#1 Punching Operation:
When the force is applied by using the punch on to the sheet, the cutting or shearing action will be taking place in the sheet producing a piece/blank leaving a hole.
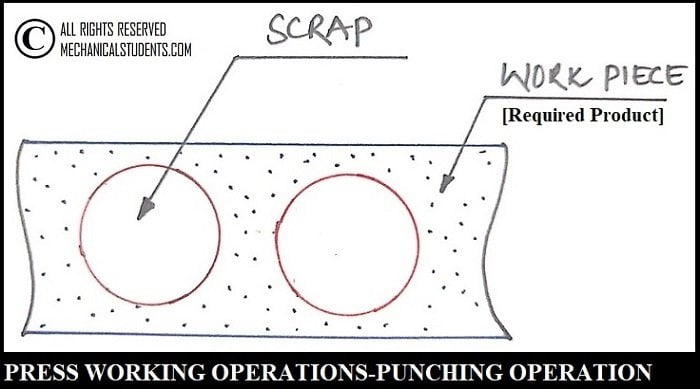
In punch and die working, if the hole produced in the sheet is useful, it is called Punching or Piercing operation.
To ensure that the cutting or shearing action is taking place on the sheet, the Punch size is always less than the Die size.
In punching operation, the punch size is made equal to hole size and clearance is provided on the die and also in punching operation, the shear is provided only on the Punch.
Note:
- Punch Size < Die Size(Basic Requirement)
- Punch Size = Hole Size. (Needed)
- Clearance → Die.
- Shear → Punch.
#2 Blanking Operation:
When the force is applied by using the punch on to the sheet, the cutting or shearing action will be taking place in the sheet producing a piece/blank.
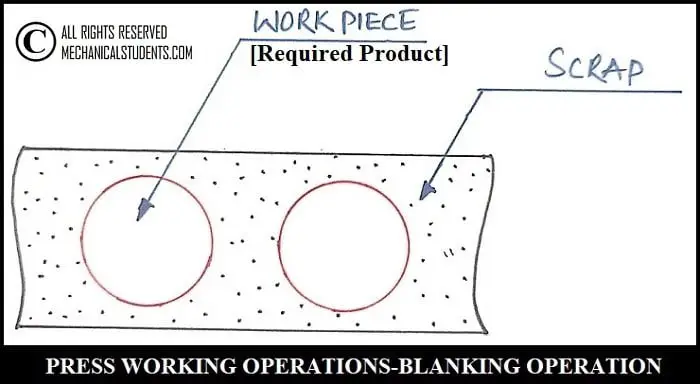
In punch and die working, if the Piece/blank produced in the sheet is useful, it is called a Blanking operation.
In blanking Operation, the die size is made equal to blank size and clearance is provided on the Punch and also the shear is provided on the die.
Note:
- Die Size = blank Size.
- Clearance → Punch.
- Shear → Die.
How Shearing and Tearing is taking place during Cutting Operation?
When the force is applied by using the punch onto the sheet, the elastic compression is taking place on the top side of the sheet and Elastic Elongation will be taking place at the bottom of the sheet.
Due to the Compression and Elongation, the sheet metal present between the punch and die is experiencing Shear stresses.
Due to the continuous application of the load, the shear stresses induced will become greater than or equal to Ultimate Stress of the sheet metal so that shearing and cracking are started taking place at the edges of punch and die and it is propagating in their respective directions and meeting somewhere in the middle cross-section.
hence the piece will get separated from the sheet leaving a hole in the sheet. From the above, the mechanism by which cutting action taking place is the Shearing and Tearing.
Application of Punching and Blanking Operations:
Punching Applications: Electronic Boards, Printed Circuit Boards, etc.
Blanking Operations: Coins etc.
Other Applications:
- Automobile industries.
- Kitchen appliances.
- Aerospace industries.
- Mass production of sheet metal components.
Forming Operations
The Forming operations which come under Press Working Operations are
- Deep Drawing operation
- Bending Operation
Both of these Forming Operations are explained below.
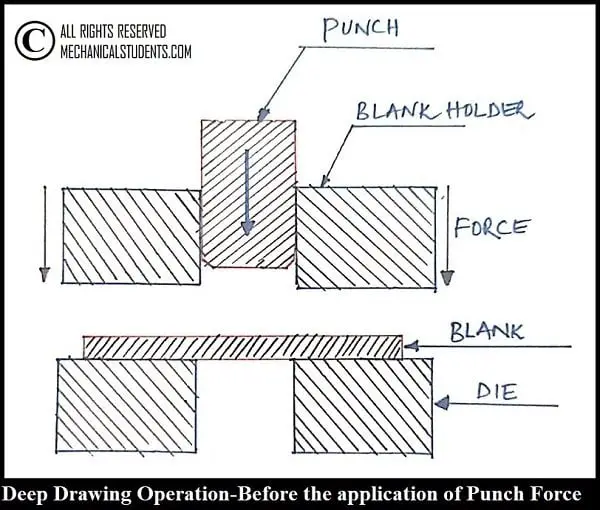
#3 Deep Drawing Operation:
It is a Sheet Metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch.
Deep drawing is mainly used for producing Cup-shaped components.
Ex: Most of the utensils used in the kitchen are produced by using Deep Drawing Operation only.
In Deep drawing operation, when the force is applied by using the punch, the sheet is simply pulled into the die without any shearing action and taking the shape and size same as that of the die.
But, the edges of the blank will be lifted upwards and produce the foldings or wrinkles on the deep drawing component. This will make the appearance of the component very bad.
To avoid the lifting of the edges of the blank and minimize drawing force, the optimum amount of the Blank Holder Force(BHF) applied is one-third of the Drawing force. i.e. BHF = P/3.
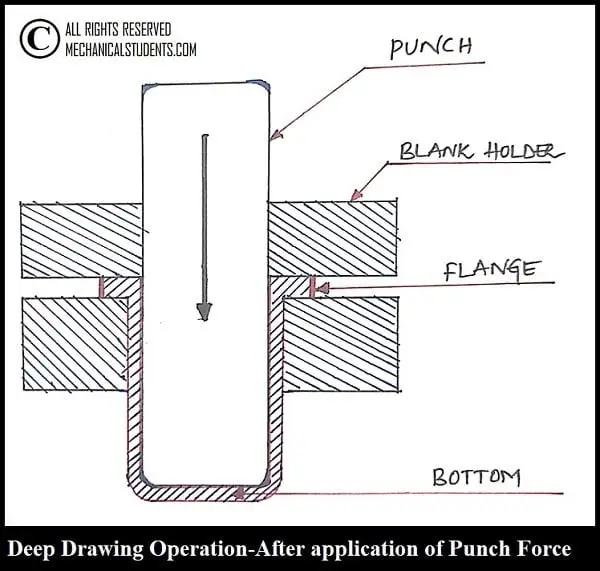
The BHF can be applied by using spring-loaded stripper plate to maintain it until the punch is completely withdrawn from the component so that the component can be always leftover inside the die and it can be removed from the die using ejector pins.
Applications of Deep Drawing Operation:
Cookware, Aluminum cans, and kitchen sinks.
#4 Bending Operation:
It is used for bending the sheet into the required angle.
Types of Bending Operations:
- Edge Bending
- V Bending
- U Bending
Edge Bending:
- Performed with a Wiping die
- These dies are complicated and costly.
- It is for high Production.
Below drawn figure is an example of Edge Bending.
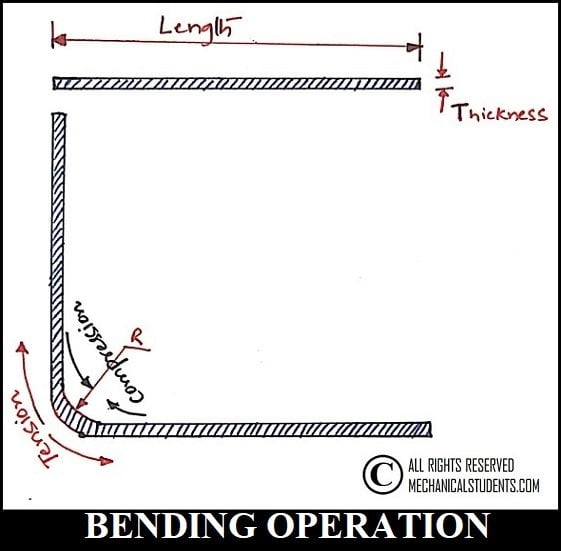
- Straining sheet metal around a straight axis to take a permanent bend is called Bending Process.
- Metal on the inside of a neutral plane is compressed, while metal on the outside of a neutral plane is stretched.
V Bending:
Below is the figure for V shaped Bending.
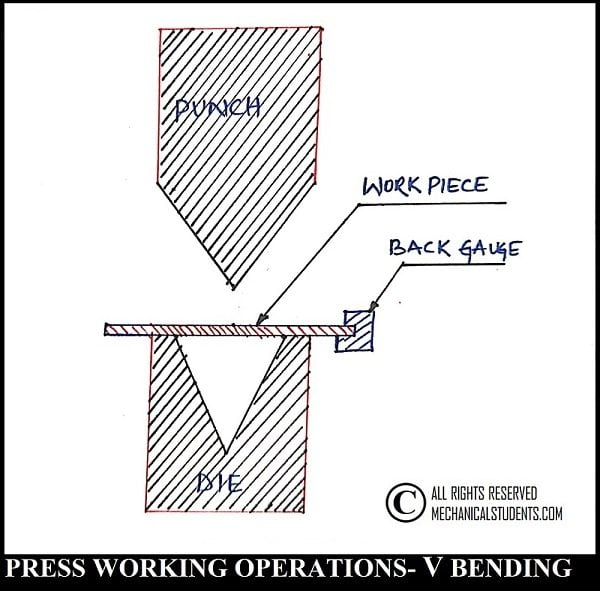
- Performed with a V-shaped die
- V-Dies are simple and Inexpensive
- It is for Low Production
U Bending:
This bending operation is similar to V Bending operation but the V shaped Punch and die are replaced with U shaped punch and die. The similar figure as of above can be drawn by changing V shape to U shape.
Applications of Bending Operation:
The applications of Bending Operation is as follows
- Drawing board clip
- Tube light frame
- Air conditioning duct etc.
Remaining 5 Press Working Operations:
#5 Notching Operation:
It is an operation by which metal pieces are cut from the edge of a sheet or blank is called a Notching operation.
#6 Perforating Operation:
It is an operation by which multiples holes of smaller size are made in sheet metal called perforating operation.
#7 Trimming Operation:
It is a process of removing unwanted material from the surface of the workpiece called a Trimming operation.
#8 Shaving Operation:
The process of removing a thin strip of metal from the blanked part is called as shaving. It can be done after trimming only so that the strips which are not removed by the trimming process are removed by the shaving process.
#9 Slitting Operation:
It is an operation of making incomplete holes in a workpiece called as slitting operation.
This is the detailed explanation of Press Working Operations or Sheet Metal Operations.
More Resources:
Metal Forming Process
Milling Machines and Operations
Reference [External Links]:
Image Credits:
All the images above are drawn by Mohammed Shafi-Assistant Professor, Admin releases all rights but a photo credit would be appreciated if this image is used anywhere on any platform. Thank you!