Types of Allowances and Defects in Casting [PDF]
Casting is a process in which the molten metal is poured into the casting cavity and it is allowed for solidification. After solidification, take the casting out by breaking the mold, called a casting process. In this article, I am going to discuss on Types of Casting Allowances and Types of Casting defects.
The different types of allowances observed during and after the casting process and are as follows.
Types of Casting Allowances:
There are five types of casting allowances are there, and those are:
- Shrinkage Allowance
- Machining Allowance
- Draft Allowance
- Shake Allowance
- Distortion Allowance
The explanation of the above types of allowances is as follows...
1. Shrinkage Allowance:
During cooling of the material in the Casting process, in all the three stages, the material is getting shrinking(reducing its dimensions or volume). But, shrinkage allowance taking place in 1st two stages is called Liquid Shrinkage.
- Shrinkage in 3rd - the stage is called Solid shrinkage.
- Liquid shrinkages are always compensated by providing a riser in the casting process.
- Liquid shrinkages are always specified as “% by Volume”.
- Out of the different metals cast in the industry, “Aluminum(Al) ” is having the highest liquid shrinkage which is about 6%.
- Solid shrinkage is specified as (Percentage/Dimensions).
- Solid shrinkage is influenced by four factors.
2. Machining Allowance:
The extra dimension provided on the casting and it will be removed by machining after the casting has been completed is called Machining Allowance.
3. Draft Allowance:
Making the vertical surfaces of the pattern into inclined surfaces is called Draft Allowance.
4. Shake Allowance:
To maintain the required size of the casting, the original size of the pattern has to be reduced by an amount called Shake Allowance.
5. Distortion Allowance:
To get the vertical legs of U shaped[Distortion Allowance complete]. the original pattern has to be bend inverse so that during solidification, the legs are bending outwards and becoming vertical legs.
The amount by which the legs are bending Inverse is called as Distortion or Bending allowance. This is the complete explanation of all types of allowances in a detailed manner.
Now let's discuss the crucial steps involved in Casting Process.
Metal Casting Process: Metal Casting process is a process in which the liquid molten metal is poured into the casting cavity, whose shape is same as that of the shape of the casting to be produced, allowing to solidify and after solidification, the casting will be taken out by breaking the mold and is called as Metal Casting process.
Type of Casting Defects:
There are several types of casting defects can be obtained while casting, here I mentioned 11 most important casting defects.
1. Blowholes:
- Low porosity property of molding sand.
- Allowing the partial flow of molten metal in the gating system.
- Aspiration effect present in the gating system.

2. Scar:
The air or gas bubble present on the surface of the casting is called a scar.
3. Blister:
Air or gas bubble present near to the surface of casting but not imposed to open atmosphere.
4. Porosity:
Small-sized air or gas particles inside the casting is called porosity.
5. Dross:
- The impurities or the foreign particles present inside the casting is called dross.
- This is due to the improper separation of impurities present in the molten metal.
- This can be eliminated by using a strainer, by providing skibob and by offsetting axis of runner and ingate.
6. Inclusion (or) sand inclusion:
- Sand particles present inside the casting is called as casting or sand inclusion.
- It is because of sand erosion taking place during casting.
- This is due to the turbulent flow of molten metal in the gating system.
- Using a gating system for filling the cavities in loose sand molds.
- Use the top gating system for filling the cavities having the height >200mm.

7. Shrinkage cavity (or) void:
- The open space produced in the casting due to non-availability of molten metal for compensating liquid shrinkages during solidification.
- It can be eliminated by providing chills.
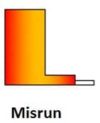
8. Misrun:
Non-filling of projected or extended portion of the casting cavity or by an increasing degree of superheat of molten metal.
9. Rattail:
- The tail-like elements produced in the surface of the casting is called rat-tail defect.
- This is produced because of the usage of wax pattern with green sand mold.
10. Shift:
- A mismatch between cavities of cope of drag produces shift (or) step in the casting called a shift defect.
- To avoid this dowel pins are used.

11. Cold shut:
- Discontinuity present in the casting cavity due to hindering contraction (shrinkage) is called as cold shut.
- It is mainly produced in the step-gating system.
- It can be eliminated by increasing the degree of superheat.

This is the complete explanation of Casting Allowances and Casting defects. If you have any doubts feel free to ask from the comments section.
References: